
ادریس اللهیاری، علی جمالی نوذری، احمد سلیمانی
کارشناسان شرکت کویرتایر
E-mail: e.yari, a.jamali, sa.soleymani@kavirtire.ir
چکیده
با توجه به بهبود روزافزون آمیزهها در تایرهای رادیال که منجر به افزایش کارکرد تایر در سرویس میگردد؛ آمیزه سایدوال از اهمیت ویژهای برخوردار میباشد. این بررسی جهت جلوگیری از ترکهای ریز عرضی در سایدوال به هنگام کارکرد بالای تایر انجام گرفته است. در جهت بهبود خواص فیزکی– مکانیکی، خصوصاً خواص پارگی و رشد ترک؛ ابتدا بر روی درصد ترکیب کائوچوی طبیعی و کائوچوی مصنوعی بوتادین رابر تحقیق شده و بر اساس هزینه اقتصادی و خواص فیزیکی- مکانیکی، نقطه بهینه در 70 PHR کائوچوی طبیعی و 30 PHR کائوچوی مصنوعی BR قرار گرفت. سپس به بررسی تأثیر پرکنندهها پرداخته شد، که در این میان ترکیبهای متفاوتی از گریدهای مختلف پرکنندههای دودهای و سیلیکایی مورد بررسی قرار گرفت که بهترین شرایط در ترکیب 30 PHR دوده N-660 و 15 PHR الترازیل VN3 مشاهده گردید. ترکیب مذکور علاوه بر بهبود مقاومت پارگی ( 44.1 KN/m ) و کاهش رشد ترک ( 0.07 mm/KCycle ) از حرارت اندوزی پایینی (28 درجه سانتیگراد) نیز برخورد بود.
واژههای کلیدی: سایدوال، مقاومت پارگی، رشد ترک، حرارتزایی، خواص فیزیکی- مکانیکی
محور مقاله: آمیزهکاری و مواد اولیه
مقدمه:
بخش سایدوال یکی از مهمترین اجزاء تایر رادیال بوده که تا 20 درصد آن را تشکیل میدهد. براساس ساختار تایر و استفاده عملی آن در سرویس، خواص سایدوال شامل: انعطافپذیری بالا، مقاومت بالا در برابر ترک (رشد ترک کمتر از 0.5 mm/Kcycle)، حرارتاندوزی پایین (کمتر از 40°C)، چسبندگی بالا به لایه، مقاومت بالا در برابر پارگی، مقاومت ایجینگ مناسب و سطحی صاف و براق میباشد. اخیراً در اکثر مقالات برای یک فرمول بهینه از سایدوال تمرکز بر میزان BR-Cis و استفاده از کربن بلک با سایز بالا جهت بهبود انعطافپذیری و کاهش حرارت اندوزی آمیزه بوده است. از طرف دیگر، خواص چسبندگی و فیزیکی- مکانیکی آن با ترکیب کائوچوی طبیعی و سیلیکا بهبود بخشیده شده است. در این مقاله ابتدا به تأثیر درصد ترکیب NR/BR پرداخته شده و سپس به تأثیر اندازه ذرات دوده پرداختیم. در نهایت جهت بهبود بیشتر آمیزه به بررسی ترکیب پرکننده ( کربن بلک و سیلیکا ) پرداخته شد و با مدلسازی خطی این پارامترها نقطه بهینه محاسبه گردید.
بخش تجربی:
مواد
مواد پلیمری شامل کائوچوی طبیعی ساخت کشور مالزی (شرکت MARUB) با PRI=70 بوده که با نام تجاری SMR-20 میباشد. کائوچوی مصنوعی بوتادین رابر ساخت کشور چین و سایر مواد شیمیایی مورد استفاده عبارتند از : کربن بلک ساخت شرکت کربن ایران با pH=8.7 ، روغن آروماتیک تولید شده در شرکت بهران، اکسیدروی تولید شده در شرکت اکسید پرتو خرمی، محافظت کننده TMQ ساخت کشور چین، اسید استئاریک به عنوان فعالکننده پخت از شرکت Acid Chem. مالزی، میکروواکس از کیاپرتو، کورزین از شرکت صنعت و شیمی ایران، IPPD تولید کشور چین، شتابدهنده CBS از شرکت بارابانت چین و گوگرد معمولی به عنوان عامل ایجاد اتصالات عرضی از شرکت کیاپلیمر تهیه گردید.
دستگاهها و تعیین مشخصات آمیزههای تولیدی
از بنبوری آزمیشگاهی با حجم 2 لیتر ساخت شرکت Pomini و میل دوتایی با ظرفیت 5 کیلوگرم با نام Battagion Mce N-225X450 ساخت کشور ایتالیا برای آلیاژسازی استفاده گردید. همچنین پخت آمیزههای تولید شده در دستگاه پرس پخت مدل H.R.M.TP2 SD-010 ساخت کشور ژاپن انجام گرفت. برای برش دقیق نمونههای مورد تست از پرس پانچ اتومات مدل SDAP1200F3200 ساخت شرکت SAITAMA کشور ژاپن استفاده شد.
برای بررسی رفتار آمیزه در حین پخت از دستگاه رئومتر مدلODR 2000E ساخت شرکت آلفا انگلستان استفاده گردید که با نوسان حرکت °2 در دمای ◦C 185 مطابق روش ASTM D2084 پارامترهای MH، TS2، TP90 و Cure Rate را محاسبه کرد. برای اندازهگیری خواص کششی آمیزه شامل مقاومت در برابر پارگی (مطابق استاندارد ASTM D624 / ISO 34-1)، مقاومت کششی، ازدیاد طول در نقطه پارگی و مدول 300% (مطابق استاندارد ISO 37) از دستگاه دینامومتر مدل HOUNC Field H 10KS ساخت انگلستان استفاده شده است. برای محاسبه میزان پراکنش دوده در ماتریس پلیمر (Dispersion) از دستگاه مدل 1000 NT ساخت شرکت Optigrade AB سوئد (مطابق استاندارد ASTM D2663) و همچنین برای تست میزان جهندگي آمیزههای تولیدی از دستگاه جهندگی مدلDunlop trips meter R2 ساخت شرکت والاس انگلستان مطابق استاندارد ASTM D1045 و تحت زاویه 45 درجه استفاده شد. برای محاسبه سختی آمیزه از دستگاه سختی سنج مدل Zwick 7206 ساخت کشور آلمان مطابق با روش ASTM D2240 و Shore A استفاده گردید. آزمون رشد ترک با روش ASTM D813 و میزان حرارتزایی مطابق استاندارد ASTM D623 انجام گرفت.
آمیزهکاری
بتدا درصد ترکیب کائوچوی طبیعی و کائوچوی مصنوعی BR مورد بررسی قرار گرفت. بدین منظور چهار درصد ترکیب به صورت (NR/BR: 50/50 – 60/40 – 70/30 – 80/20) مورد تست قرار گرفت. همانطور که انتظار میرفت با افزایش پارت کائوچوی طبیعی نسبت به کائوچوی مصنوعی بهبود قابل ملاحظهای در خواص فیزیکی- مکانیکی و خصوصاً مقاومت پارگی و رشد ترک ایجاد گردید، علاوه بر آن با در نظر گرفتن مسائل اقتصادی، میزان 70 PHR کائوچوی طبیعی NR و 30 PHR کائوچوی مصنوعی BR-Cis انتخاب گردید. سپس جهت بهبود مجدد خواص، نوع و درصد ترکیب پرکننده مورد بررسی قرار گرفت. در این خصوص ابتدا مقایسهای بین درصد ترکیب متفاوت از گریدهای مختلف کربن بلک N-330، N-550 و N-660 انجام گرفت که شامل 6 فرمولاسیون متفاوت با پایه ثابت کائوچو به صورت 70 PHR کائوچوی طبیعی و 30 PHR کائوچوی مصنوعی BR-Cis بود که درصد ترکیب دوده آن در جدول شماره 1 نشان داده شده است؛ که از این بین کربن بلک N-660 به دلیل کاهش حرارتاندوزی و بهبود انعطافپذیری آمیزه انتخاب گردید. در مرحله بعد آلیاژ کربن بلک و سیلیکا برای پرکننده مورد مطالعه قرار گرفت.
جدول شماره 1 – 6 فرمولاسیون مربوط به انتخاب کربن بلک
|
SW10 |
SW09 |
SW08 |
SW07 |
SW06 |
SW05 |
PHR Material |
|
70 |
70 |
70 |
70 |
70 |
70 |
SMR-20 |
|
30 |
30 |
30 |
30 |
30 |
30 |
BR-Cis |
|
0 |
0 |
0 |
10 |
20 |
50 |
N-660 |
|
30 |
40 |
50 |
40 |
30 |
0 |
N-550 |
|
20 |
10 |
0 |
0 |
0 |
0 |
N-330 |
|
Fixed |
Fixed |
Fixed |
Fixed |
Fixed |
Fixed |
Chemicals |
جدول شماره 2 – 9 فرمولاسیون مربوط به بهینهسازی ترکیب پرکننده
|
SW-19 |
SW-18 |
SW-17 |
SW-16 |
SW-15 |
SW-14 |
SW-13 |
SW-12 |
SW-11 |
PHR Material |
|
70 |
70 |
70 |
70 |
70 |
70 |
70 |
70 |
70 |
SMR-20 |
|
30 |
30 |
30 |
30 |
30 |
30 |
30 |
30 |
30 |
BR-Cis |
|
15 |
10 |
5 |
15 |
10 |
5 |
15 |
10 |
5 |
Ultrasil |
|
50 |
50 |
50 |
40 |
40 |
40 |
30 |
30 |
30 |
N-660 |
|
6 |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
Aromatic Oil |
|
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
Wax |
|
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
Stearic Acid |
|
4.2 |
4.2 |
4.2 |
4.2 |
4.2 |
4.2 |
4.2 |
4.2 |
4.2 |
ZnO |
|
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
IPPD |
|
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
TMQ |
|
2.7 |
2.7 |
2.7 |
2.7 |
2.7 |
2.7 |
2.7 |
2.7 |
2.7 |
Resin |
|
0.1 |
0.1 |
0.1 |
0.1 |
0.1 |
0.1 |
0.1 |
0.1 |
0.1 |
Renacit |
|
0.75 |
0.75 |
0.75 |
0.75 |
0.75 |
0.75 |
0.75 |
0.75 |
0.75 |
CBS |
|
2.9 |
2.9 |
2.9 |
2.9 |
2.9 |
2.9 |
2.9 |
2.9 |
2.9 |
Sulphur |
|
0.1 |
0.1 |
0.1 |
0.1 |
0.1 |
0.1 |
0.1 |
0.1 |
0.1 |
PVI |
بخاطر ضیق مطلب، نتایج انتخاب کائوچو و نوع کربن بلک را خلاصه کرده و به مرحله سوم یعنی انتخاب درصد ترکیب بهینه کربن بلک و سیلیکا میپردازیم. در این مرحله کائوچو به صورت 70 PHR کائوچوی طبیعی و 30 PHR کائوچوی مصنوعی BR در نظر گرفته شد. فرمولاسیون مربوط به 9 آمیزه متفاوت در جدول شماره 2 موجود است. ابتدا در بنبوری آزمایشگاهی مرحله مستر انجام گرفته و سپس بر روی میل دوتایی فاینال گردید. پخت در دمای◦C 145، فشار bar 110 و به مدت 25 دقیقه انجام گرفت و سپس خواص فیزیکی- مکانیکی آمیزهها اندازهگیری شد که نتایج حاصل در جدول شماره 3 ارائه گردیده است.
بحث و نتیجهگیری:
جهت بررسی دقیقتر تأثیر پارامترهای پرکننده بر خواص فیزیکی- مکانیکی آمیزهها، هر کدام از خواص را به صورت جداگانه بر حسب میزان کربن بلک و سیلیکا با استفاده از نرمافزار Eviews مدلسازی شده که نتایج آن به شرح زیر میباشد:
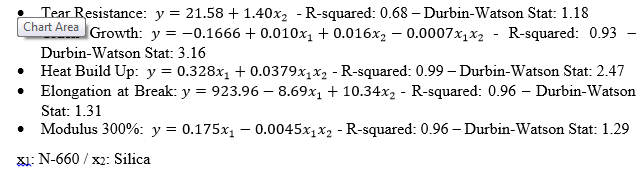
نکته: اگر R-squared بالای 0.4 باشد مدل قابل قبول؛ بالای 0.7 خوب و بالای 0.94 عالی است. به همین صورت Durbin-Watson Stat بالای 1 قابل قبول؛ بالای 1.2 خوب و بالای 1.7 بسیارخوب است. (استحکام کششی رابطه مشخصی با درصد ترکیب پرکنندهها نداشت؛ زیرا پارامترهای R-squared و Durbin-Watson Stat نامناسب بودند.)
جدول شماره 3 – خواص فیزیکی و مکانیکی آمیزهها
|
SW-19 |
SW-18 |
SW-17 |
SW-16 |
SW-15 |
SW-14 |
SW-13 |
SW-12 |
SW-11 |
PHR Phys. – Mech. |
|
18.40 |
18.35 |
18.26 |
17.58 |
19.21 |
19.26 |
17.27 |
19.37 |
16.48 |
Tensile Strength |
|
617.30 |
595.70 |
542.77 |
765.73 |
694.83 |
623.95 |
801.44 |
768.13 |
707.62 |
Elongation at break |
|
5.69 |
6.80 |
7.83 |
3.72 |
5.08 |
6.05 |
3.19 |
3.90 |
4.09 |
Modulus 300% |
|
9 |
9 |
9 |
8 |
8 |
8 |
8 |
9 |
9 |
Dispersion |
|
43.2 |
45.7 |
51.9 |
42.8 |
45.7 |
55.1 |
40.0 |
51.9 |
51.9 |
Resilience |
|
51 |
52 |
53 |
44 |
48 |
52 |
46 |
47 |
48 |
Hardness |
|
0.081 |
0.164 |
0.242 |
0.077 |
0.120 |
0.200 |
0.066 |
0.126 |
0.094 |
Crack Growth |
|
37.20 |
34.90 |
25.70 |
44.36 |
43.69 |
30.92 |
44.05 |
32.08 |
27.08 |
Tear Resistance |
|
45.5 |
33.5 |
26.0 |
36.0 |
27.5 |
22.0 |
28.0 |
20.5 |
16.0 |
Heat Build up |
|
24.30 |
27.36 |
30.15 |
22.34 |
24.81 |
26.01 |
19.40 |
20.81 |
21.05 |
MH (@185◦C) |
|
53 |
54 |
48 |
60 |
55 |
61 |
65 |
66 |
69 |
TS2 (@185◦C) |
|
138 |
127 |
119 |
144 |
127 |
122 |
152 |
135 |
134 |
TP90 (@185◦C) |
|
16.8 |
22.5 |
29.7 |
12.4 |
19.6 |
25.4 |
10.7 |
16.3 |
19.1 |
Rate (@185◦C) |
با توجه به مدلهای بدست آمده و نمودارهای 1 تا 4 میتوان چنین بیان کرد که بیشترین تأثیر بر مقاومت پارگی را درصد ترکیب سیلیکا داشته و با افزایش میزان سیلیکا افزایش مییابد. حرارتزایی متأثر از دوده و تلفیق درصد ترکیب هر دو پرکننده بوده و با افزایش هر کدام از پرکنندهها افزایش مییابد. ولی در رشد ترک تأثیر پارامترها پیچیدگی بیشتری دارد؛ به صورت جداگانه کاهش دوده و افزایش سیلیکا باعث کاهش رشد ترک میشود و علاوه بر آن تأثیر منفی دوده با افزایش پارت سیلیکا کم میشود. همچنین این نکته حائز اهمیت است که افزایش پارت سیلیکا علاوه بر کاهش رشد ترک، شروع رشد را نیز به تعویق انداخته و در نتیجه رشد در دورهای پایینتر کمتر دیده میشود.

نمودار 1 – مقاومت پارگی آمیزهها
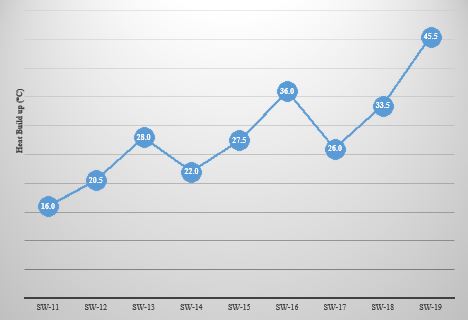
نمودار 2 - حرارت زایی آمیزهها
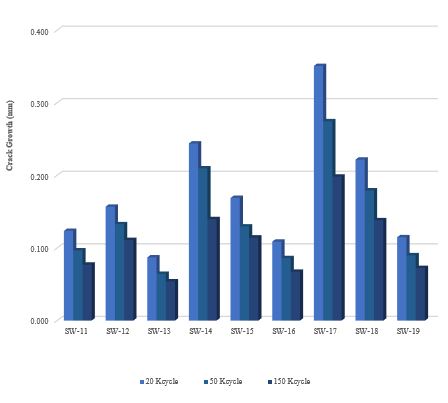
نمودار 3 - رشد ترک آمیزهها در سه مرحله 20، 50 و 150 هزار دور
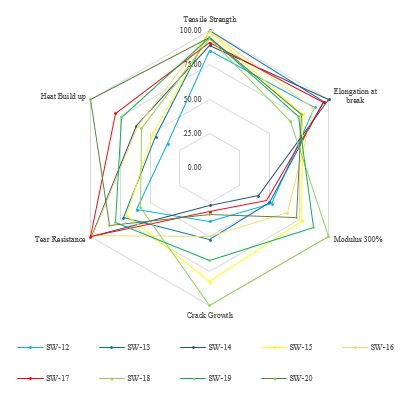
نمودار 4 – مقایسه خواص فیزیکی- مکانیکی آمیزهها
نتیجهگیری
با توجه به مباحث فوق میتوان نتیجه گرفت که جهت بهبود مقاومت پارگی میبایست درصدترکیب سیلیکا را افزایش داد و این بهبود به وضوح در فرمولاسیونهای 13، 15 و 16 مشهود است. لیکن این افزایش از جهتی حرارتاندوزی آمیزه را افزایش میدهد؛ در نتیجه از فرمولاسیونهای فوق ارجحیت با فرمولاسیون 13 و 15 بوده که در فرمولاسیون 13 اثر متقابل سیلیکا و دوده باعث کاهش بیشتری در رشد ترک شده است. در نهایت با توجه به کلیه بحثهای انجام شده میتوان نتیجه گرفت که نقطه بهینه از نظر خواص مقاومت پارگی، رشد ترک و حرارتزایی آمیزه؛ فرمولاسیون SW-13 یعنی 15 PHR الترازیل و 30 PHR دوده N-660 در 70 PHR کائوچوی طبیعی و 30 PHR کائوچوی مصنوعی BR میباشد. البته این فرمولاسیون از نظر سیستم پخت اصلاح گردید و پارامترهای پخت و مدولوس آن درحد استاندارد قرار گرفت.
مراجع:
[1] Soo-Jin Park, Byung-Gak Min, “Filler-Elastomer Interactions: Surface and Mechanical Interfacial Properties Of Chemical Surface Treated Silica/Rubber Composites”, Mater. Phys. Mech 4, 2001, 81-84.
[2] Yimin Zhang et al, “Effect of Carbon Black and Silica Fillers in Elastomer Blends”, Macromolecules 34, 2001, 7056-7065.
[3] Kevin J. Pyle et al, “Tire Sidewall Compounds having improved Flex Fatigue and Tread Compound having improved Tear Strength”, US Patents 6939920 B2, 2005.
[4] David J. Zanzig et al, “Tire with Configured Rubber Sidewall Designed to be ground-contacting reinforced with Carbon Black, Starch and Silica”, US Patents 6838511 B2, 2005.