
سیدمهدی کاظمی* - محمدفروغی نیا
*کارشناس مکانیک شرکت کویر تایر kazemimonondy@gmail.com
معاونت نوسازی و بازسازی اداره نت شرکت کویرتایر
چکيده:
با توجه به ضرورت تغییر قالبهای پرس پخت باری از حالت دو پارچه به قالب سگمنتال ، بعلت وجود مشکلات قالبهای دوپارچه ای از جمله دفرمگی پروفایل سایدوال، خمش بید،قالب باز، تغییر شکل آج ،لزوم تعویض کل قالب جهت تغییر گل.همچنین مزایای قابل توجه قالب ترد سگمنتال ونداشتن معایب مذکور، ضمن بررسی های اولیه و امکان سنجی.اجراء، با آنالیز ماشین موجود ، وحصول اطمینان از عدم تولید تجهیزات خاص محرک قالب روی پرسهای باری ستونی ساخت شرکت میتسوبیشی ، طرحی مبتکرانه حاصل هم اندیشی همکاران واحد نت مبنی بر جانمایی محرک قالب درون تجهیزات تنظیم قالب مورد تایید قرارگرفته و طراحی مکانیکی، اتوماسیون، ابزار دقیق ،تاسیسات حرارتی ،سیستم هیدرولیک و ... انجام گردیده و بر اساس آن نقشه های ساخت و دستورالعمل های اجرایی تدوین گردید.
با تکیه بر تجارب ارزشمند ساخت پرسهای هیدرولیک در شرکت کویرتایر ،پس از نصب زیرساختها ومسیرهای هیدرولیک ، ساخت قطعات مکانیکی اصلی و جزئی و اصلاحات لازم روی مجموعه تنظیم قالب و بدنه اصلی ماشین،ایجاد زیرساختهای سیستم کنترل واصلاحات نرم افزاری، مونتاژ اجزاء توسط تیم اجرائی انجام گردید. پس از تکمیل مجموعه، ت با تایید عملکرد صحیح قالب سگمنتال بارگذاری گردید ، در ادامه با صحه گذاری محصول تولیدی توسط ماشین، مطابق دستورالعمل جاری و أخذ تأییدیه های کیفی و ارگونومیکی، در سرویس تولید روتین قرار گرفت.
واژگان کلیدی: محرک قالب سگمنتال پخت تایر ، segmental mold actuators
1- مقدمه
شرکت های تولید لاستیک نسبتاً بزرگ خارجی تقریباً چند دهه یا صدها سال سابقه توسعه ماشین آلات تایرسازی رادارند ، اما بیشترین زمان توسعه تجهیزات قالب تایردر ایران اساساً در چند سال گذشته صورت گرفته است
قالب روی لاستیک در قرن بیست و یکم ، وارد دوره ای از توسعه سریع شده است ، سطح فناوری محصول با قالب روی لاستیک به طور قابل توجهی بهبود یافته ،می توان گفت که پیشرفت فنی قالب های تایر برای ترویج توسعه سریع صنعت تایر ، رابطه مکمل را دارد.
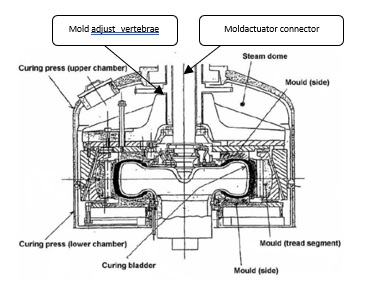
در فرآیند پخت ، مشاهده خواهید کرد که لاستیک خام به قسمت پایین قالب منتقل می شود ، بلادر لاستیکی به لاستیک خام وارد می شود و در حالی که بلادر متورم می شود قالب بسته می شود. با بسته شدن قالب و قفل شدن آن ، فشار بلادر افزایش می یابد تا لاستیک خام به داخل قالب جریان یابد و الگوی آج و حروف دیواره جانبی که در قالب حک شده است را به خود بگیرد. بلادر با یک محیط انتقال حرارت در گردش (مانند بخار ، آب گرم یا گاز بی اثر) پر می شود. در پایان فرایند فشار کم می شود ، قالب باز می شود و لاستیک از قالب خارج می شود.
انواع قالب تاير :
بطور كلي قالب هاي تاير به دو دسته قالبهاي دو پارچه ای و قالب هاي سگمنتال (چند بخشی)قابل تقسيم مي باشند، در كارخانه هاي تاير سازي ايران تا سالهای اخیر كليه تايرهاي معمولي (BIAS PLY) و راديال در قالب هاي دو پارچه ای پخت مي شدند. امروزه به سبب گسترش توليد تايرهاي راديال كه در مقايسه با تايرهاي بایاس از ساختمان ويژه اي برخوردارند تكنولوژي ساخت قالب تاير نيز تغيير كرده و اين دسته از تايرها عمدتا" در قالب هاي سگمنتال پخت مي گردند.
قالب هاي دوپارچه ای:
اين قالب ها اساسا" از دو نيمه مجزا كه اصطلاحا" آنها را نيمه بالائي ( TOP ) و نيمه پائيني ( BOTTOM) قالب مي خوانند ، تشكيل مي گردند. نيمه پائيني در كفه پائيني پرس هاي پخت تاير ثابت شده و نيمه فوقاني آن به كفه متحرك بالائي پرس ها بسته مي شود.
جهت انجام فرایند پخت این قالبها فقط به حرکت عمودی(vertical) نیاز دارند.
مکانیزم عمل شکل(1)،واجزاء اصلي دو نيمه قالب همراه با متعلقات آن در شكل(2) نشان داده شده است.
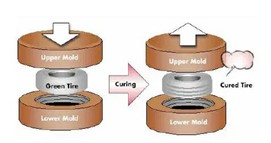
شکل(1):مکانیزم عمل قالب دوپارچه
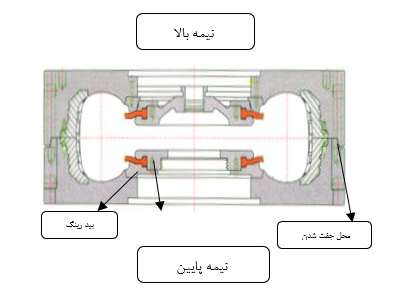
شکل2 :اجزاءقالب دوپارچه
قالب هاي سگمنتال:
اين قالب ها اساسا" از سه بخش مجزاشامل دو سایدوال بالا وپایین وتیکه های ترد(تردسگمنت) ، تشكيل مي گردند. سایدوال پائيني در كفه پائيني پرس هاي پخت تاير ثابت شده و سایدوال فوقاني آن به كفه متحرك بالائي پرس ها بسته مي شود که حرکت عمودی ازبالا به پایین همراه بدنه پرس دارد.سگمنتهای ترد،همراه با سایدوال بالا روی کفه بالا جانمایی شده و علاوه بر حرکت عمودی همراه بدنه حرکت افقی جهت باز و بسته شدن سگمنت را نیز دارا میباشد که نیروی این حرکت توسط محرک قالب(moldactuator) تامین میگردد.
جهت انجام فرایند پخت این قالبهابه یک حرکت عمودی (vertical)جهت باز و بسته شدن کل قالب و یک حرکت افقی(horizontal)جهت باز و بسته شدن سگمنتهای ترد نیاز مند هستند.
مکانیزم عمل شکل(3)،واجزاء اصلي قالب سگمنتال همراه با متعلقات آن در شكل(4) نشان داده شده است.
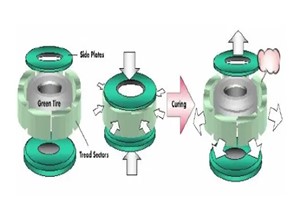
شکل(3):مکانیزم عمل قالب سگمنتال
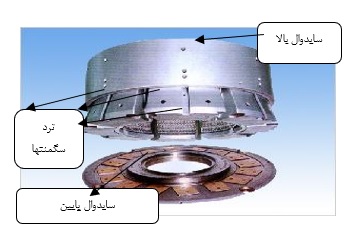
شکل(4):اجزاء قالب سگمنتال
حرکت افقی سگمنتهای ترد با توجه به طراحی زاویه دار پوسته بیرونی قالب در ارتباط با پوسته داخلی کفه بالایی،میتواند بایک حرکت عمودی مستقل از حرکت کفه بالا حاصل گردد.
2-مراحل اجرایی پروژه
با تشکیل تیم اجرایی ، با توجه به پیش بینی نشدن قابلیت نصب قالب سگمنتال روی ده پرس باری ساخت شرکت میتسوبشی ،همچنین هزینه بسیار بالای حذف فیزیکی پرسهای موجود و جایگزینی پرس جدید،
علی رغم وجود محدودیتهای زیاد پرسهای میتسوبیشی برای جانمایی مجموعه محرک قالب سگمنتال،با بررسی طرحهای متفاوت جانمایی، و بررسی طرحهای پیشنهادی متفاوت ازجمله حذف تجهیز تنظیم قالب وجایگزینی با محرک قالب یا جانمایی تجهیز محرک قالب خارج از فریم ماشین، باهم اندیشی همکاران واحد نت، طرحی مبتکرانه مبنی بر ادغام مجموعه تنظیم قالب با مجموعه محرک قالب وجانمایی مجموعه محرک داخل مجموعه تنظیم قالب مورد بررسی،طراحی واجرا قرار گرفت.
مراحل صورت پذیرفته شامل طراحی،ایجاد زیرساختهای هیدرولیک،خارج کردن سیستم تنظیم قالب، انجام اصلاحات لازم روی سیستم تنظیم قالب وبدنه ماشین،ایجاد زیرساختهای سیستم کنترل واصلاحات نرم افزاری،ساخت قطعات موردنیاز جدید،مونتاژ قطعات،نصب وتست مجموعه جدید،بارگذاری قالب،بارگیری و تست پخت،بودند.
2-1 طراحی
طراحي اجزاء مکانيکي ماشين به همراه تعيين متريال مصرفي در فضای مدلينگ توسط نرم افزارSOLIDWORKS
طراحي مدارات هيدروليک مورد نياز اجزاء ماشين در محيط نرم افزار FLOUID DRAW
طراحي مدارات برقي در محيط نرم افزار EPLAN
برنامه نويسي كنترل اجزاء ماشين توسط PLC SIEMENS STEP7
2-2 ایجاد زیرساختهای هیدرولیک
تامین نیروی محرک قالب توسط جکهای هیدرولیکی داخل مجموعه که توسط رابط جک با قالب سگمنت در ارتباط است،نیازمند مسیرهای هدایت روغن،شیرهای برقی،فلوکنترلها،چک ولوهاوسایر متعلقات بود که در این زمینه هم ابتکارات همکارن مثل نصب تمام کنترلرها روی یک بلوکه یا انتخاب مسیرها با کمترین اتصالات ممکن قابل تامل است

مسیرهای هدایت روغن باکمترین اتصالات ممکن
2-3 خارج کردن سیستم تنظیم قالب
فرسودگی و اکسیده شدن قطعات ،با توجه به کارکرد بیست ساله ماشین و در معرض قرار داشتن مداوم تجهیزات با بخار آب همچنین سرد شدن بسیار تدریجی قطعات و اهمیت زمان توقف ماشین ،این عملیات را به جرات میتوان با جراحی عمل قلب باز مقایسه کرد.

برداشتن اجزاء سیستم تنظیم قالب

مجموعه تنظیم قالب
2-4 اصلاح مجموعه تنظیم قالب و بدنه ماشین
با توجه به قرارگیری جک محرک قالب سگمنت داخل مجموعه تنظیم قالب وعبوررابط جک از مرکز آن همچنین بیشتر بودن طول کورس جک از طول بدنه تنظیم قالب نیاز به اصلاحات ساختاری همچنین افزایش ارتفاع را داشت

اصلاح مجموعه تنظیم قالب
بیم قرار گرفته روی مجموعه قالب نیز جهت عبور مسیرهای هیدرولیک و ایجاد امکان دسترسی جهت تنظیمات و تعمیرات نیاز به اصلاح وبرشکاری داشت.
2-5 مونتاژ قطعات
طبق دستورالعمل های تعريف شده در طراحي جزء به جزء قطعات مونتاژ و در نهايت تمامي قسمت ها با همديگر مرتبط و مجموعه شکل كامل گرفت.
آنچه در فرآيند اجرايي و ساخت بعنوان كنترل كيفي مد نظر بوده، نوعي كنترل توام با تهيه و همزمان با ساخت و مونتاژ اجزاء بوده، لذا خطاهای كلي را به حداقل رسانده و كار در انتها با كمترين مشکلات به لحاظ كيفي مواجه شد.

مونتاژ قطعات
2-6 نصب ،تنظیمات ، تست و راه اندازی وتنظيمات نهايي
نصب قطعات شامل: صحت و دقت استقرار فيزيکي كلي اجزاء نسبت به همديگر با دقت های تعريف شده ،تنظيمات فشار ، سرعت و موقعيت تجهيزات هيدروليک پس از آماده سازی، تست اجزاء با سيکل كاری اتومات عملکرد، ماشين آماده نصب قالب گرديد.

نصب
3- نتایج و بحث
پروژه تجهیز پرسهای پخت باری به محرک قالب سگمنتال در شركت كوير تاير با ،صرف كمترين هزينه هاو کمترین زمان توقف(برای هر پرس 25 ساعت) بصورت عملي روی هشت پرس باری اجراء شده و هم اكنون در حال بهره برداری در اين شركت مي باشد و توانسته است ضمینه توليد تايرهای راديال سواری اين شركت ،برای تولید تایرهای با رینگ 16تا20 اینچ را فراهم آورد.
تجربه اخیر نشان میدهد با اعتماد مسئولين به جوانان ایرانی و فراهم آوردن زمینه های فعالیت حتی در دورترین نقاط دورازامکانات صنعتی پیشرفته ضمن كاهش قيمت تمام شده تأمين ماشين آلات و ايجاد فرصت های شغلي جديد به افزايش توان صنعتي كشور كمک خواهند نمود و پشتيباني فني صنايع لاستيک نيز تسهيل خواهد گرديد.
7- منابع
Energy-Saving Performance and Production Accuracy of the Direct-Pressure Tire Curing Technology with an Expandable Steel Internal Mold 1 -College of Mechanical and Electrical Engineering, Beijing University of Chemical Technology, Beijing 100029, China 2-Triangle Tyre Co., Ltd., Weihai 264200, China
طراحی و ساخت پرس هیدرولیک پخت تایر رادیال سواری برای اولین
باردر صنعت تایر کشور : سیدرضا شمس آبادی، محمد سعید آخوندی، محمد فروغی نیا چهاردهمين كنفرانس ملي مهندسي ساخت و توليد ايران آبان 1396 - دانشگاه صنعتي اراک
ابراهیم عصمتی ،وضعیت ساخت دستگاه هاوتجهیزات مورد نیاز صنعت تایر نشریه صنعت لاستیک شماره95 پاییز1398 خبرگزاری ایرنا- 3/8/1373
کرمی نژاد، محمد، امیر صرافی، سعید حافظی، و مهدی یزدانپناه، 1380، مکانیزم خوردگی قالب های پخت تایر مجتمع صنایع لاستیک کرمان ، پنجمین همایش ملی لاستیک، مشهد، شرکت مهندسی و تحقیقات صنایع لاستیک
web site :
https://patents.google.com/patent/US4768937
http://www.uzermakina.com https://www.herbert.eu/en/produkte/reifenheizpressen
https://www.mhi-ms.com/products/rubber_tire/tire_curing_press
http://m.wrsolidtire.com/news/mould-on-tires-development-history-6539140.html/